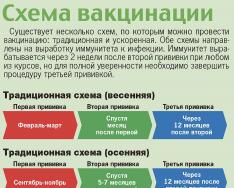
- Прививка от клещевого энцефалита и схема проведения вакцинации
- Сказание о китеже читать
- Цитаты о детской литературе
- Николай Гумилев — Она: Стих Анализ стихотворения «Она» Гумилева
- Приготовления мясного фарша Особо приготовленный мясной фарш
- Лазанья из лаваша с фаршем: рецепт
- Рецепт пиццы по дюкану на чередовании
- Гадание Таро на ситуацию: онлайн и бесплатно
- К чему снятся Змеи в ночных грезах?
- Книги по астропсихологии Мария кей симмс ваш волшебный ребенок
- Якорь: значение образа по соннику Что значит сон - Якорь
- Правила начисления надбавки к пенсии за большой стаж работы Из чего состоит страховой стаж
- Тайный знак игральных карт
- Революционное движение в Европе и Азии после Первой Мировой Войны — Гипермаркет знаний
- Примерный план написания отчета учителя-логопеда
- Почему нельзя носить чужие часы?
- Лунное число Календы, иды и ноны
- Социальные потребности человека - определение, особенности и виды Социальные потребности человека определение
- Биография ильи лагутенко Лагутенко сын
- Купи слона и перетащи его через Альпы
- Песочное тесто для пирога – рецепты удачной выпечки!
- Люля-кебаб в домашних условиях: традиционные рецепты приготовления
- Дева и Рак: совместимость в любовных отношениях
- Главные нюансы ндс при экспорте
- Эффективная рассорка на соперницу
- Если снится что вам дают вешалки
- Майкл Джексон. Запретная любовь. Фильм Леонида Млечина. "майкл джексон запретная любовь" фильм леонида млечина Майкл джексон запретная любовь
- Философская антропология Ф
- Genitiv родительный падеж в немецком языке Wegen управление
- Выгоден ли переход на двухтарифный счетчик электроэнергии?
- Болгарский перец, жареный с чесноком на зиму без стерилизации Болгарский перец жареный целиком в маринаде
- План по обществознанию денежно кредитная монетарная политика
- Тест по литературе «Серебряный век русской поэзии
- Учет затрат на производство готовой продукции
- Паштет из яиц и грецких орехов
- Салат из свеклы с орехами и чесноком Свекольный салат с чесноком и грецкими
- Обязательно ли исповедоваться перед соборованием
- Основные толкования разных сонников — к чему снятся родители
- Как вернуть уплаченный ндфл
- Финансовый консультант, как выбрать своего и не прогадать?